|









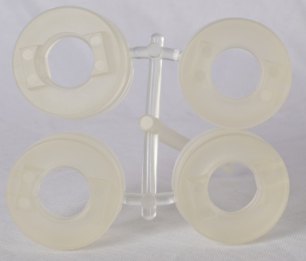
SAN+30% グラスファイバー
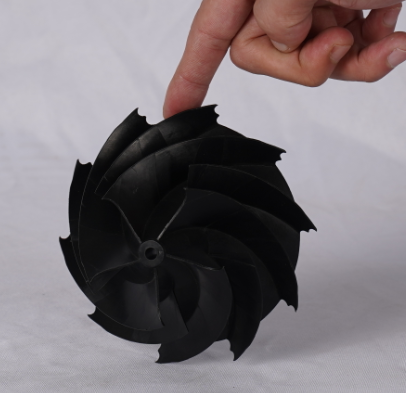
部品の刃が薄く、ガラス繊維が入っているため充填が困難です。
コアとキャビティ間のPL段差は最大0.05mmです。
4面にスライダーがあり、ブレードにショートショットが出やすく、部品生産の安定性を確保する必要があります。
専門的な観点から部品を分析して部品の問題を回避します。GDM はかつて 1*8 キャビティを作成していたので、GDM は豊富な技術経験を持っています。
射出成形クロスフローファンの芸術と科学: キャビティの設計と最適化への洞察
製造の世界はダイナミックであり、特に射出成形の分野では革新と精度に満ちています。その好例はクロスフロー ファンの製造です。このプロセスは無数のコンポーネントに左右され、金型キャビティの設計が核心となります。この記事では、完璧なキャビティの設計の複雑な詳細を掘り下げ、この分野における珠海格力大金精密金型 (GDM) の貢献に焦点を当てます。
**射出成形金型のキャビティ設計とキャビティ レイアウトの最適化**
射出成形を成功させるための基礎は、金型キャビティの思慮深い設計です。GDM では、Gree Electric と Daikin Industries のベスト プラクティスを取り入れて、キャビティが最適なパフォーマンスを発揮できるように設計されています。これらのキャビティのレイアウトは、材料がスムーズに流れるように最適化されており、均一性を確保し、欠陥の可能性を減らします。
**壁厚解析とゲート システム設計**
キャビティ設計の重要な側面は壁厚解析です。クロスフロー ファンの薄いブレードには肉厚の精度が必要ですが、SAN+30% グラスファイバーでは充填時に独特の課題が生じます。ゲート システムの設計によりこれが容易になり、材料を金型キャビティに効率的かつ一貫して導きます。
**ランナーの設計、バランス調整、およびキャビティ冷却システムの設計**
ランナー システムの設計とバランスは、均一な温度分布を実現し、圧力降下を低減する上で極めて重要な役割を果たします。これを補完するのがキャビティ冷却システムの設計で、成形品を迅速に冷却して寸法精度と部品の品質を維持するのに役立ちます。
**排出システムの設計と抜き勾配の設計**
排出システムは、成形部品をシームレスにリリースできるように設計されており、変形や損傷のリスクを軽減します。抜き勾配の設計はこのプロセスで重要な役割を果たし、部品をスムーズに導き出します。
**キャビティの表面仕上げ要件と材料の選択**
キャビティの表面仕上げ要件は最も重要です。これらは、クロスフロー ファン ブレードの美的品質に影響を与えるだけでなく、機能にも影響を与えます。キャビティの材料の選択も同様に重要であり、耐摩耗性、耐久性、機械加工性などを考慮します。
**キャビティ加工プロセスとキャビティ研磨技術**
キャビティ加工プロセスの精度は重要であり、コアとキャビティ間の PL ステップは最大 0.05 mm です。キャビティ研磨技術は、滑らかで高品質な仕上げを保証するために実装されており、成形プロセス中の摩擦を軽減します。
**キャビティ検査方法とパラメトリックキャビティ設計**
キャビティ検査方法により、すべてのパラメータが満たされていることを確認し、製造段階前に問題が修正されます。特定の要件に基づいてパラメータを調整できるパラメトリック キャビティ設計により、金型の多用途性が向上します。
**キャビティのラピッドプロトタイピングとキャビティのコンフォーマル冷却**
キャビティのラピッドプロトタイピングにより、検証用のプロトタイプを迅速かつ正確に作成できます。キャビティの形状に従うように設計されたコンフォーマル冷却チャネルにより、効率的な冷却と高い生産性が保証されます。
**マルチマテリアル射出成形およびインサート成形技術**
マルチマテリアル射出成形により複雑な部品の作成が可能になり、設計の可能性が広がります。インサート成形技術により、複数の材料を 1 つの部品に統合し、その機能を強化できます。
結論として、クロスフローファン射出成形プロセスは、精密さの技術と精度の科学の証です。GDM では、世界的な製造大手 2 社の相乗効果を活用し、テクノロジーと専門知識が融合して最先端の精密金型を世界に提供する世界を創造しています。
射出成形クロスフローファンの芸術と科学: キャビティの設計と最適化への洞察
製造の世界はダイナミックであり、特に射出成形の分野では革新と精度に満ちています。その好例はクロスフロー ファンの製造です。このプロセスは無数のコンポーネントに左右され、金型キャビティの設計が核心となります。この記事では、完璧なキャビティの設計の複雑な詳細を掘り下げ、この分野における珠海格力大金精密金型 (GDM) の貢献に焦点を当てます。
**射出成形金型のキャビティ設計とキャビティ レイアウトの最適化**
射出成形を成功させるための基礎は、金型キャビティの思慮深い設計です。GDM では、Gree Electric と Daikin Industries のベスト プラクティスを取り入れて、キャビティが最適なパフォーマンスを発揮できるように設計されています。これらのキャビティのレイアウトは、材料がスムーズに流れるように最適化されており、均一性を確保し、欠陥の可能性を減らします。
**壁厚解析とゲート システム設計**
キャビティ設計の重要な側面は壁厚解析です。クロスフロー ファンの薄いブレードには肉厚の精度が必要ですが、SAN+30% グラスファイバーでは充填時に独特の課題が生じます。ゲート システムの設計によりこれが容易になり、材料を金型キャビティに効率的かつ一貫して導きます。
**ランナーの設計、バランス調整、およびキャビティ冷却システムの設計**
ランナー システムの設計とバランスは、均一な温度分布を実現し、圧力降下を低減する上で極めて重要な役割を果たします。これを補完するのがキャビティ冷却システムの設計で、成形品を迅速に冷却して寸法精度と部品の品質を維持するのに役立ちます。
**排出システムの設計と抜き勾配の設計**
排出システムは、成形部品をシームレスにリリースできるように設計されており、変形や損傷のリスクを軽減します。抜き勾配の設計はこのプロセスで重要な役割を果たし、部品をスムーズに導き出します。
**キャビティの表面仕上げ要件と材料の選択**
キャビティの表面仕上げ要件は最も重要です。これらは、クロスフロー ファン ブレードの美的品質に影響を与えるだけでなく、機能にも影響を与えます。キャビティの材料の選択も同様に重要であり、耐摩耗性、耐久性、機械加工性などを考慮します。
**キャビティ加工プロセスとキャビティ研磨技術**
キャビティ加工プロセスの精度は重要であり、コアとキャビティ間の PL ステップは最大 0.05 mm です。キャビティ研磨技術は、滑らかで高品質な仕上げを保証するために実装されており、成形プロセス中の摩擦を軽減します。
**キャビティ検査方法とパラメトリックキャビティ設計**
キャビティ検査方法により、すべてのパラメータが満たされていることを確認し、製造段階前に問題が修正されます。特定の要件に基づいてパラメータを調整できるパラメトリック キャビティ設計により、金型の多用途性が向上します。
**キャビティのラピッドプロトタイピングとキャビティのコンフォーマル冷却**
キャビティのラピッドプロトタイピングにより、検証用のプロトタイプを迅速かつ正確に作成できます。キャビティの形状に従うように設計されたコンフォーマル冷却チャネルにより、効率的な冷却と高い生産性が保証されます。
**マルチマテリアル射出成形およびインサート成形技術**
マルチマテリアル射出成形により複雑な部品の作成が可能になり、設計の可能性が広がります。インサート成形技術により、複数の材料を 1 つの部品に統合し、その機能を強化できます。
結論として、クロスフローファン射出成形プロセスは、精密さの技術と精度の科学の証です。GDM では、世界的な製造大手 2 社の相乗効果を活用し、テクノロジーと専門知識が融合して最先端の精密金型を世界に提供する世界を創造しています。